

摘要:电火花线切割是一种精密加工技术,其工作原理是通过电极丝和工件之间的脉冲放电产生高温电火花,将工件材料局部熔化甚至汽化,同时配合机械运动实现工件切割。此技术适用于各种导电材料,尤其适用于处理复杂形状和难以加工的金属材料。其加工精度高,适用范围广,是制造业中不可或缺的重要工艺之一。
本文目录导读:
电火花线切割(Wire Electrical Discharge Machining,简称WEDM)是一种重要的电加工方式,广泛应用于制造业中,它通过电极丝和工件之间的脉冲放电进行加工,能够精确切割各种导电材料,包括金属、合金等,本文将详细介绍电火花线切割加工工件的原理。
电火花线切割的基本原理
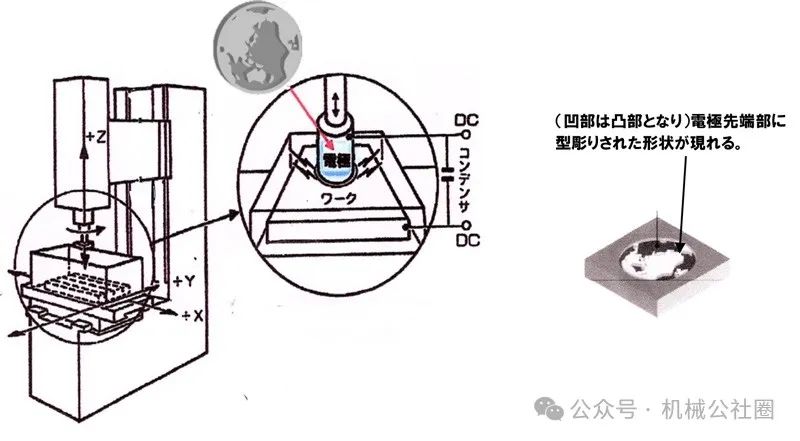
电火花线切割是利用电极丝(通常为钨丝或铜丝)和工件之间的脉冲放电来进行加工的,在加工过程中,电极丝和工件之间施加一定的电压,当电流达到一定强度时,会在电极丝和工件之间的局部区域形成电火花,电火花产生的高温足以使工件材料局部熔化甚至汽化,从而实现材料的去除。
电火花线切割的加工过程
1、初始阶段:电极丝被固定在机床的导丝轮上,并穿过工作区域,工件被固定在机床的工作台上。
2、设定参数:根据工件的材质、形状和加工要求,设定合适的加工参数,如脉冲宽度、脉冲间隔、电流强度等。
3、放电加工:在电极丝和工件之间施加电压,形成电火花,产生高温,使材料局部熔化或汽化。
4、排屑:熔化的材料以及汽化产生的残渣通过机床的排屑系统排出。
5、电极丝移动:电极丝在机床的驱动下沿预定轨迹移动,实现工件的切割。
电火花线切割加工工件的特点
1、精度高:电火花线切割加工可以实现较高的精度,适用于精密零件的制造。
2、适用范围广:适用于各种导电材料的加工,包括硬、脆、韧等各种材料。
3、加工复杂形状:可以加工复杂的内外轮廓和曲面,特别适合于加工模具、样板等。
4、非接触加工:电极丝与工件之间无机械接触,避免了工具磨损和加工干涉。
影响电火花线切割加工工件的因素
1、电极丝材质和直径:电极丝的材质和直径会影响放电过程和加工质量。
2、脉冲参数:脉冲宽度、脉冲间隔等参数会影响加工速度和精度。
3、工作液:工作液具有冷却、排屑和绝缘作用,其性质和浓度会影响加工过程。
4、工件材质:不同材质的工件具有不同的导电性、热传导性和加工性能。

电火花线切割的应用领域
电火花线切割广泛应用于航空、汽车、模具、五金等领域,特别适合于小批量、高精度零件的加工,以及复杂形状零件的加工。
电火花线切割是一种重要的电加工方式,通过电极丝和工件之间的脉冲放电进行加工,它具有高精度、高适应性等特点,广泛应用于制造业中,了解电火花线切割的原理和特点,有助于更好地应用这项技术,提高制造业的竞争力。
 京公网安备11000000000001号
京公网安备11000000000001号 京ICP备11000001号
京ICP备11000001号
还没有评论,来说两句吧...